UPVC Pipe Production Line
1. Usage & Scope of application
This production line is mainly used to produce UPVC pipe pr CPVC pipe. The pipes can be widely used in construction, engineering, mechanical industry for drainage, water supply, conduit and cable protecting, etc.
2. Machine list & Characteristics
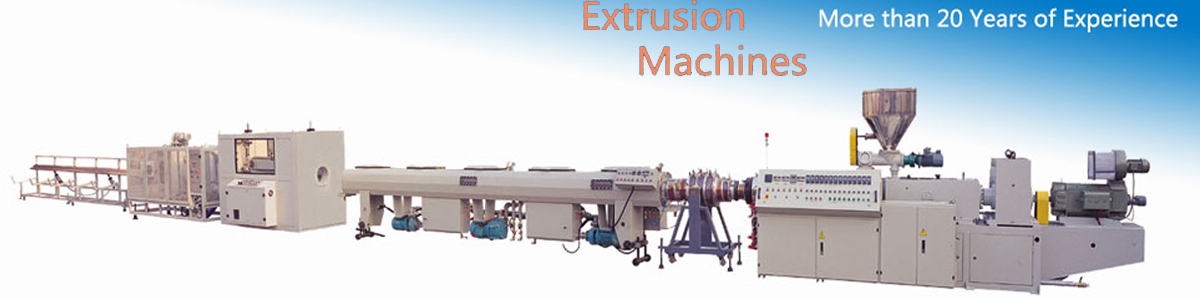
Process flow chart of PVC pipe production line
Main production process: raw material + additive → Mixing → material conveying → Forced feeding → Conical twin screw extruder → extruding mould → Diameter control unit → Spraying vacuum shaping box → spraying/immersion type cooling water tank → marking machine → caterpillar tractor → cutter → pipe expanding machine → Pipe stacker → pipe inspection & packing
1. Raw material mixing: add other auxiliary materials such as PVC stabilizer, plasticizer, antioxidant into high speed mixer according to process proportion, after high speed running, the material temperature will be increased to required process temperature through self-friction. Then the material will be discharged into cooling mixer to avoid plasticizing agglomeration. After cooling, the material will be manually sent to extruder or through conveyor.
2. Extruder: the extruder is fixed with quantificationally feeding device to match the extrusion amount and charging amount. As conical screw extruder, the diameter of feeding section is bigger, so the heat transfer area is big and shear velocity also high, therefore it is better for material plasticizing. The diameter of metering section is small, so the heat transfer area is small and melt shear velocity is low to extrude the melt at lower temperature. The feeding device and screw driving device are all controlled by inverter to achieve synchronous speed regulation.
3. Extruding mould: the pvc material from extruder will be pushed to mould by subsequent material. Mould is the critical part for pipe forming. Theoretically if the component or content of pipe is different, the mould is also different. So customers should choose the right mould according to the real product.
4. Vacuum shaping water tank is used for pipe shaping and cooling. The tank is made by stainless steel fixed with vacuum system and water circulating system for shaping and cooling. There are vertical and longitudinal regulating devices in the tank.
5. Tractor is used to continuously and manually haul out the formed pipe from mould. The tractor is controlled by CV inverter to achieve synchronous speed regulation with screw extruder. The stability of tractor has close relationship with pipe’s thickness uniformity. Huaming machinery has rich experience in design and manufacture, therefore we can satisfy all the customers.
6. Cutter: it will automatically cut and delay turn over after receiving the signal from limit switch or other length control device. The cutting procedure is synchronous with the pipe running. The cutter is driven by electrical and pneumatic device to carry out the cutting procedure. The cutter is fixed with suction device to recycle the scraps caused by cutting.
7. Reversing device is controlled by cylinder. It has limit device. When the pipe is cut, it will be transferred. After time delay, the cylinder will start to work so as to discharge the pipe. The reversing device will automatically reset through several second delay to wait for next circulation.



Technical Standards:
| Item | PVC63 | PVC160 | PVC250 | PVC315 | PVC450 | PVC630 |
| Produced Pipe Specification(mm) | φ16-φ63 | φ75-φ160 | φ125-φ250 | φ180-φ315 | φ200-φ450 | φ355-φ630 |
| Vacuum forming length(mm) | 6000 | 6000 | 6000 | 6000 | 6000 | 6000 |
| Degree of vacuum(Mpa) | -0.03~0.08 | -0.03~0.08 | -0.03~0.08 | -0.03~0.08 | -0.03~0.08 | -0.03~0.08 |
| Max hauling force(N) | 10000 | 15000 | 20000 | 25000 | 30000 | 50000 |
| Hauling speed(m/min/max) | 10 | 6 | 4 | 3 | 2 | 1.4 |
| Effective hauling length(mm) | 1000 | 1500 | 1500 | 1500 | 1800 | 1600 |
| Compressed air consumption(m3/h) | 0.4 | 0.6 | 1.0 | 1.2 | 1.5 | 2.0 |
| Refilled water volume(m3/h) | 5 | 6 | 7 | 8 | 9 | 12 |
| Line length(m) | 20 | 22 | 30 | 30 | 36 | 42 |